 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
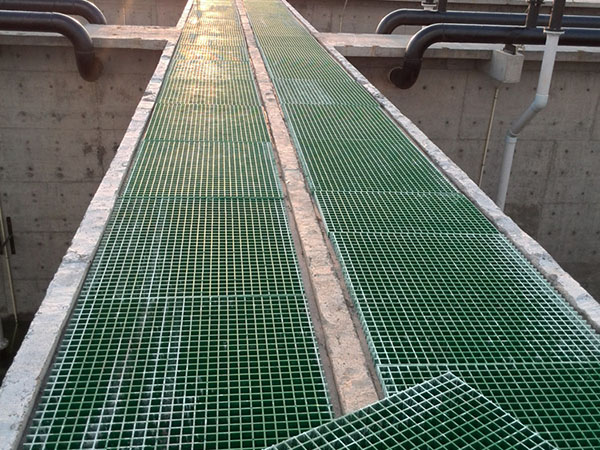 水处理厂用格栅板
水处理厂用格栅板
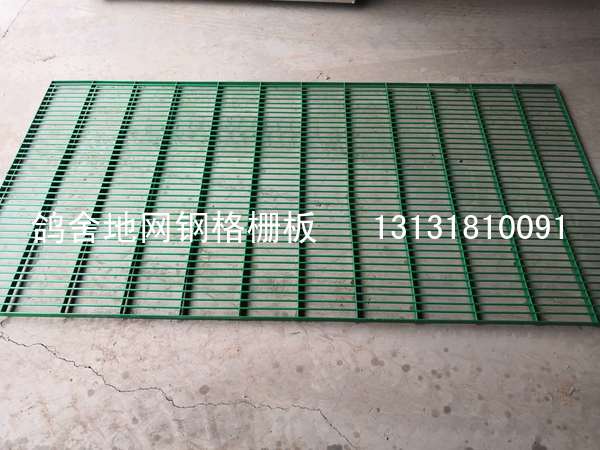 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
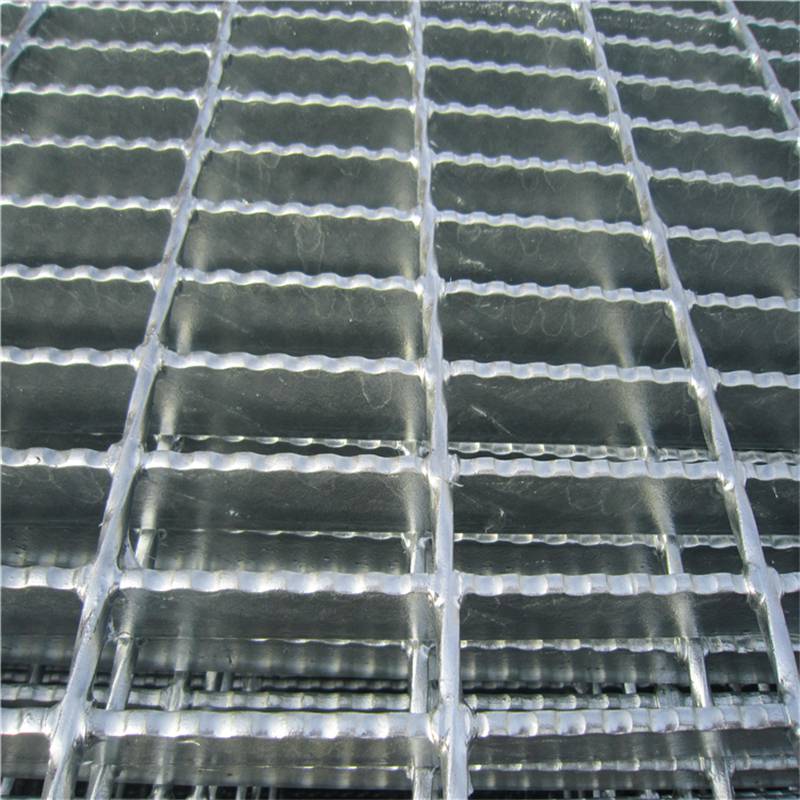
钢格板制作进行切割的现状
钢格板就是采用扁钢和连接杆-麻花刚经开孔焊接成为具有网状结构的钢铁类加工建材产品,具有承重能力强、防爆、防腐蚀的诸多优点。我们今天就钢格板生产过程中的截断切割工序的现状做一个详细的介绍。
钢格板的制作方式大致可以分为三个步骤:
第一步,先将 6 米长的扁钢按一定的间隔排列焊接;焊接有机器压焊和手工制作两种。机器压焊是使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。
手工制作的钢格板是先在扁钢上冲孔,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,而且不可能每个接触点都进行焊接,因此焊接不牢固,强度有所降低。
第二步,将焊接后的钢格板用圆盘冷锯机来沿钢格板原板横向进行锯断,将钢格板原板切断分成大小不同的板块,,然后再进行焊接封边;目前最常用的机械是用圆盘冷锯机,然后手工焊封边。
最后,将钢格板进行表面镀锌处理。
2 钢格板切割机械现状
在生产中最常用的切割方法大致可分为锯切、剪切、切削。3大类型,各有其特点:
(1) 剪切:生产效率高,材料损耗小,模具简单,得到了最广泛的应用;
(2)锯切:效率低,锯缝处材料的损耗大,此外,锯条的消耗也是一种相当可观的浪费;
(3)切削:切割精度很高,但材料的浪费较其它下料工艺要高,而且由于表面刀具切痕的存在,会对今后的成形工艺带来隐患。在整个钢格板制作中,有两道最关键的工序是:压焊和剪切。目前国内普遍采用的设备是:机器自动压焊机和移动式圆盘冷锯机,国内有很多生产的钢格板制作设备的专业厂家,这两种设备已经是目前比较成熟的设备。但是,就移动式钢格板圆盘冷锯机来说,存在工作效率低、能耗大、材料浪费大、噪音和污染大、工作环境恶劣、工件尺寸误差大的缺陷,这些缺陷对于锯切设备本身来说又是不可避免的,正是这些不可避免的缺陷使钢格板行业加工水平整体下移。如何解决当前钢格板行业剪切的效率低能耗大的状况,开发一种高效、节能、无污染、无损切割钢格板的剪床就是着力要解决的问题。以横向剪切原理实现钢格板的横向错断为基础,研究开发具有高效、节能、无污染、无损切割于一体的钢格板剪切专业剪床,替代目前广泛应用的钢格板圆盘冷锯机。
目前,国内生产钢格板企业主要是采用移动式圆盘冷锯机进行切割,移动式圆盘冷锯机,用来沿钢格板原板横向进行锯切,将钢格板原板分成大小不同的板块。
圆盘冷锯机的加工方法属于锯切,其工作过程为:将圆盘锯片安装在可以高速旋转的主轴上,圆盘锯一面做旋转运动,一面做进给运动,从而将工件切断。由于圆盘锯锯齿较厚,切割时材料浪费较大,但由于它的切削速度很高,线速度每分钟可达几千米,甚至上万米以目前应用比较广泛。
钢格板专用的移动式圆盘冷锯机与普通的圆盘冷锯机原理一样,也是用圆盘锯的高速旋转来完成对钢格板沿钢格板原板横向进行切割。移动式圆盘冷锯机就其本身来说的工作原理和结构特点来说存在着难以克服的问题:
(1)工作效率低:每锯断一排钢格板扣除上料、定位和压料的时间,实际锯切时间:1050mm宽的钢格板一般需要(10~15)分钟/次。这样,使得钢格板的生产形成一个瓶颈,通常为满足一台自动压焊机生产量需要配置(3~4)台圆盘锯床,从而大大增加了设备、能源和劳动力的投入。
(2)能耗大:每台圆盘锯床需要配备一台 37kw、二台 15kw 的电机,还有气压压料装置,按每天 8h 工作计算,每台圆盘锯床消耗电能大约为 400 度/天,每年需耗电 14.4 万度电能。
(3)材料浪费大:圆盘冷锯机锯缝处材料损耗大,每锯一次,就有(10~15)mm 的长度损耗,加上钢板两边的毛刺清理,平均每生产平方米钢格板就 0.012m 2 的损耗,损耗率为 1.2%。此外,每年的锯条的消耗也使很可观的浪费。
(4)噪音和污染大,工作环境恶劣:圆盘冷锯机工作时,产生刺耳的噪音,而且锯盘高速旋转切削时火星飞溅,人员根本无法接近。工作时切割嗓声达 120db(A)左右。在锯切过程中产生的噪声污染极为严重,冷锯机现场噪声测量表明,最大噪声级可达126dB(A)由于冷锯所处的恶劣工作环境,无法采用一些常规有效的减振降噪技术,其噪声治理的技术难度极大 ,而操作时必须人员现场移动和调整工件位置,必然带来一定安全隐患。
(5)工件尺寸误差大:工件的夹持、固定都由工人手工操作,因此难以避免产生尺寸长短和歪斜,这样就加大了残次品的发生率。
(6)后续加工工作量大:锯切是利用高速旋转所产生的摩擦能并转换成热能,使材料软化,然后,配合进给压力进行锯切作用,此时,热影响区造成不良副作用,和工件材料粘附在锯片上形成毛刺,增加了后续的加工量。
目前,国内绝大多数企业都是采用圆盘冷锯机作为钢格板剪切专业机床。国外有竖向垂直剪切的专用机床,具有高效、高性能竖向剪切的进口机床因其昂贵的价格,让国内大多数企业望而却步,因而国内应用的企业为数极少。鉴于圆盘冷锯机的上述种种缺陷,开发一种集高效、节能、无污染、无损切割于一体的专业设备对目前的钢格板加工行业的意义重大。
3 高效剪切设备的特点
通过对钢格板加工工艺和加工机械的大量研究,我国研制开发了新型的钢格板剪切机床,实现对钢格板的整体一次性切断。由液压系统推动活动刀具组将夹持在组合刀具中的钢格板扁钢全部一次性剪断,目前运用该原理设计的钢格板剪切机样机已基本完成,即将进入试运行阶段。在试运行结后,将进一步进入系列化设计阶段,产品定型后,将形成产业化生产。运用剪切的原理研制开发的钢格板剪切机,与国外的剪切剪床相比,造价特别低、并具有工作原理简单、剪切力小、结构简单、操作方便的优越性,同时,大大减少了能源的消耗,只需更换刀具就可以适用于所有的规格,其价格只有进口设备的 1/6。还能彻底改变加工车间的嘈杂的工作环境。和移动式圆盘冷锯机相比,采用剪切原理的钢格板剪切机既克服了上述的圆盘冷锯机的种种缺陷,同时又具有以下的优越性:
(1)高效:扣除上料、定位和压料的时间,实际剪断只需(10~15)s/次,一台钢格板剪床完全可以满足自动压焊机产量需求;
(2)节能:用液压油缸推动移动刀具使钢格板剪断,动力为液压柱塞泵,2.2kw 电机,工作时间仅为(15~20)s/次,电能消耗为 15度/天,相当于圆盘冷锯机能耗的 3.75%。与圆盘冷锯机相比,每台节能 385 度/天;13.86 万度/年;按目前通常的一台自动压焊机配备 3 台圆盘冷锯机来计算,全年实际节能 42.66 万度/年;
(3)无损:由于是利用剪切原理,不产生任何废料,真正做到无损剪切,且切口光净,平直度高;一般钢格板自动压焊机焊接速度(15~25)根/min(横杆数量),步长(38~160)mm,按一台自动压焊机 2.5m/min 产量计算:一年一台压焊机的生产钢格板 4.3 万米,每一米节省钢材 15mm,每年节省钢格板 6450 米,相当于增加 15%产量;
(4)操作简单:整个设备自动化程度高,操作人员只需按几个按钮就能完成全套动作,劳动强度小,操作安全可靠;
(5)无需后续加工:经剪切的钢格板切口平整光滑,不会产生如何毛刺,一次成型无需后加工;
(6)无污染:工作优越,洁净,对环境友好;
(7)产品精度高:所有动作都采用液压和气动控制,自动化程度高,自动检测自动控制,工作可靠,产品精度高。用移动式圆盘冷锯机切割的钢格板切口粗糙、毛刺多、变形大、尺寸误差大,;而运用钢格板横向剪切机剪切的钢格板具有切口整齐、平直度高.
4 综合评价
综上分析可知:按满足一台钢格板自动压焊机产量计算,两种加工方法比较,通过对钢格板圆盘冷锯机与高效剪切机的综合比较可知:钢格板高效剪切机的研制可以使钢格板行业的整体加工水平上一个新台阶,为整个行业的发展起重要的作用,为社会节约了大量的能源,对国民经济的发展起促进作用,能节省劳动力,把劳动力从恶劣的工作环境中解放出来,对提高整个行业劳动力水平起积极作用。
近年来,虽然有各种新型的断料方法,如电火花方法、激光方法、超声波方法、电子束下料方法和等离子切割方法等,但考虑到成本和实际应用况,剪切方法仍然是研究和应用的重点。新型的剪切方法是各国竞相发展的一种方法,日本、美国、德国、英国、法国和意大利等国均研制生产了各种剪切机床或剪切模具,这些机具改善了普通剪切的一些缺陷。剪切方法研究和剪切设备研制成为关注的热点问题 。
5 结束语
高效节能钢格板剪床的研发成功,可以从根本上改变目前钢格板行业的加工格局。预计在形成产业化生产后,替代或部分替代目前使用的圆盘冷机,使整个行业的加工水平提上一个台阶;同时,可以提高产品的质量。将原来低效率、高能耗的设备替代为高效节能的产品,为整个行业的加工企业节省大量的能源,而且,能彻底改善加工车间的恶劣环境,让加工工人有个安静洁净的工作环境,对实现文明生产、优化环境有良好意义。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

