 �ۿڴ����ָ��ǰ�����
�ۿڴ����ָ��ǰ�����
 ��������øָ�դ��
��������øָ�դ��
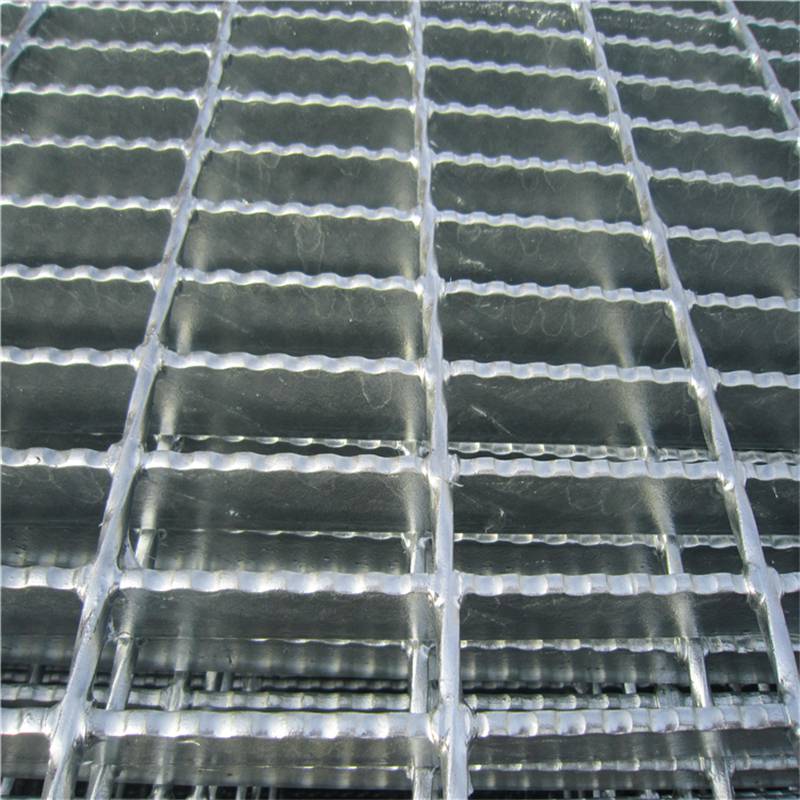
 ˮ���վ���ȶ�п�ָ���դ��
ˮ���վ���ȶ�п�ָ���դ��
 �ִ������øָ��
�ִ������øָ��
 ���۲ۼ�ָ��ǰ�
���۲ۼ�ָ��ǰ�
 ʯ�ͻ���,LNGƽ̨��Ŀ�øָ��
ʯ�ͻ���,LNGƽ̨��Ŀ�øָ��
 �����ﰲȫ�ָ�դ��
�����ﰲȫ�ָ�դ��
 ����ƽ̨�ָ�դ��
����ƽ̨�ָ�դ��
 �ָ�դ���䶤ǹ
�ָ�դ���䶤ǹ
 �����ȶ�п��դ��ǰ�
�����ȶ�п��դ��ǰ�
 ��¯ƽ̨���ȶ�п�ָ�դ��
��¯ƽ̨���ȶ�п�ָ�դ��
 ����·�����Ŷ�֧��ƽ̨�ָ�դ��
����·�����Ŷ�֧��ƽ̨�ָ�դ��
 ����װ�ýṹ�ָ�դ��ƽ̨�ǰ�
����װ�ýṹ�ָ�դ��ƽ̨�ǰ�
 ���վ�ͳظָ�դ��
���վ�ͳظָ�դ��
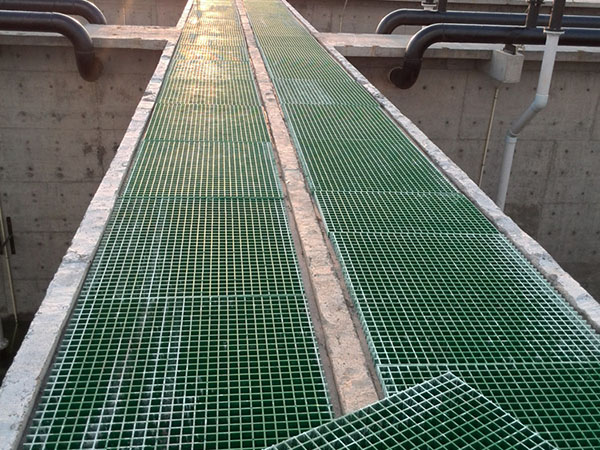 ˮ�������ø�դ��
ˮ�������ø�դ��
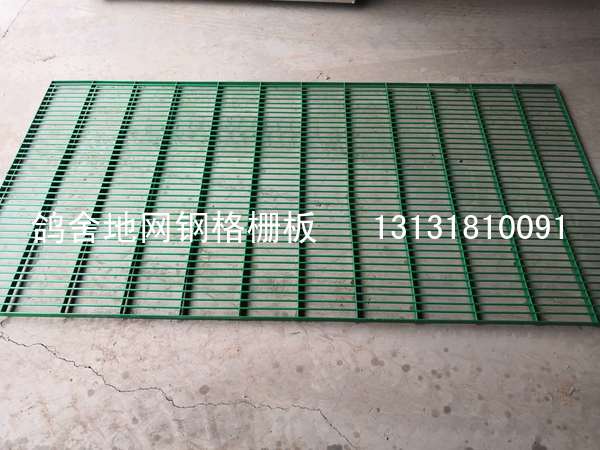 ����������ֳ�øָ�դ��
����������ֳ�øָ�դ��
�ָ������̤���幤��ʩ����������������
�ָ������̤���������¸ּ�ƽ̨�ر��Ľ��IJ�Ʒ�������ָ������̤������ͺŹ��һ����4�֣�Ҳ�������dz�˵��T1/T2/T3/T4.����̤����Ĺ���ʩ�������������о����ִ�б��������������¡�
�塢�����ص�
1��Ԥ�����ȷ��ֱ�ӹ�ϵ���ָ��¥��̤����ľ��ȶ�λ�ͽڵ㴦����
2��������ú����İ�װ˳���������װ������ȷ����ֱ�ȡ�
3���ֽṹ��װ���̣������ȡ�к�ʵ�ʵİ�ȫ��ʩ����֤������ȫ��
4���ָ��̤�������øֲľ�����Q235B�֣�Ԥ������������Ϊ8�L�����������ȼ�Ϊ������̤����������ͻ�ⶹ�ͻ��Ƹְ塣
5�������ں���ʱ��̤����ͷ����������������Ϻ���̤�����������߶�Ϊ5�L��
�桢��Ҫʩ����������������
�ӹ������������ϡ��۱ߡ��������װ������ӡ��Ƚ�п����Ʒ�������������ߡ���װ
1������
�š�����ǰ��Ӧ�Ըֲı����������м��飬�ϸ����Ͷ��ʹ�ã�����ǰ���뿴�塢����ͼֽ���ϸ�ͼʩ����ȷ��ͼֽ���γߴ磬Ԥ�������������������������
�ơ���������ʱ���������и�취��
�ǡ�����������нǶȣ���Ҫƴ�ӣ�ƴ��ʱһ��Ҫ˫����¿ڣ�˫�溸�ӡ�
2���۱�
����ͼֽ�����������ݲ�ͬ¥��������������Ѹ���̤��ԭ���۳�����ߴ硣
3������
�ֽṹ����ǰӦ����������⣬����ȼ�Ҫ��ﵽSa2.5���� ����û�пɼ�����֬������Ƥ���������Ϳ������ʣ�������ۼ�����ʾ����״����ɫ���״����Ӧ���㡶Ϳװǰ�ֲı�����ʴ�ȼ��ͳ���ȼ�����GB8923���Ĺ涨��
�š����洦��
�ֲļ��ֹ����ı��洦��Ӧ�ϸ���ƹ涨�ij��ⷽ�����У����ﵽ�涨�ij���Sa2.5�����ӹ��Ĺ�������ƷӦ�����պϸ�ɽ��д������ֲı����ë�̡��纸ҩƤ���������ɽ���ҳ������ۡ��ᡢ��ε���Ⱦ���Ӧ����ɾ���
�ơ���������ʩ��Ҫ��
�ֹ���ͨ��������������֤����ѹ��5kg/�M2����ͷ��ܼ��������Ϊ0.5��1.0�ף�������һ�µ���Ϳ�ƶ��ٶȾ������䡣��ͼֽҪ��ﵽSa2.5��������ֲľ������洦�������Ϳװ���ᣬ��Ҫ���������μ�¼����������Ӧ��ϡ�ͼ����ƶ��ɣ������Ʊ���Ӧ�ϸ���˵����������ƣ�����ҪͿˢ���ȣ�������������Ƥ����ֱ���ﵽ���Ҫ��ĺ��Ϊֹ��
�ǡ���������������⣬��ɢ����������������ۺñߵ�̤������ȡ��12���ҿ��ۣ����������Կ��۴����в�������
3����װ��
�š�����ͼֽ�ڸ����ϷŴ��������ۺñߵ�̤�������������װ���ӣ�����߶�Ϊ5�L��
�ơ�ƴ��
�١�ƴ�Ӱ����Ҫ����ô�ӣ���������������Ϻ���������ۼ��γߴ簴ͼֽ����
�ڡ����ž��á����á���ȫԭ����̤�����öԽӣ�����Ϻ�������������������ۼ��γߴ簴ͼֽ����
4������
�š�Ԥ���������������ֽṹ���ӹ淶JGJ81-2002��¼�������������������Ǽӳ�����
�ơ���Ϥͼֽ�������ӹ��ռ������ס�ʩ��ǰӦ��麸���ϸ�֤��Ч���ޣ�֤���������ܳе��ĺ��ӹ����������¶ȵ���0�棬ӦԤ�ȡ�
�ǡ����Ӳ���Ӧ��ʩ��ͼֽ��Ҫ��ѡ�ã������ܺ�����������Ϲ��Һ���ҵ���Ĺ涨��
�ȡ��纸����ѡ��THJ422�ͺ������Ͻ�ʹ��ҩƤ���䡢��о����ĺ�����
�ɡ�ѡ����ʵĺ��ӹ��ա�����ֱ�������ӵ����������ٶȡ����ӵ绡���ȡ�
�ʡ��������ڣ���ǰ����¿ڡ���װ��϶�Ƿ����Ҫ��λ���Ƿ��ι̣�������Χ���������ۡ����
�ˡ������ٶȣ�Ҫ����ٺ��ӣ���֤����߶ȡ����Ⱦ���һ�£��������ڿ��ܳ�����ˮ���������ֵȾ���(2��3�L)Ϊ�ˡ�
�̡����ӵ绡���ȣ����ݺ����ͺŲ�ͬ��ȷ����һ��Ҫ��绡�����ȶ����䡣
�͡����ӽǶȣ������������ĺ��ȷ�������ӽǶ����������棬һ�Ǻ����뺸��ǰ������ļн�Ϊ60�㡫75�㣻���Ǻ����뺸�����Ҽн������������������������ʱ�������뺸���нǾ�Ϊ45�㣻��������Ȳ���ʱ��������Ϻ�һ��н�Ӧ���ں�����ϱ�����һ��нǡ�
�Ρ��������������캸�������������������Լ�(������ۼ�����ߴ��)ȷ���������ת�Ƶص�������ӡ�
�ϡ������������������չ�����ƽ����ͬ����Ӧע���������⣺����ͬ�����£����ӵ�Դ��ƽ������С10%��15%�����ö̻����ӣ�����һ��Ϊ2��3�L�������Ƕȸ��ݺ������ȷ���������������ȣ������뺸�����ҷ���нǾ�Ϊ45�㣻��������Ȳ���ʱ��������Ϻ�һ��ļн�Ӧ���ڽϱ�һ��ļнǡ�����Ӧ�봹ֱ���γ�60�㡫80��ǣ�ʹ�绡�����ϣ������ܳ����ġ�
�С��Ẹ��������ƽ����ͬ�����ӵ�����ͬ����ƽ���ĵ���С10%��15%���绡��2��4�L�������ĽǶȣ��Ẹʱ����Ӧ������б����Ƕ�Ϊ70�㡫80�㣬��ֹ��ˮ���������������ĺ�Ȳ�ͬ���ʵ����������Ƕȣ������뺸��ǰ������Ϊ70�㡫90�㡣
�ѡ��������������������Ẹ��ͬ���亸���뺸���ļнǺͺ�������йأ������뺸�ӷ����70�㡫80��ǣ�����С�������̻����ӡ�
�ҡ��ߴ糬������ƫ��Ժ��쳤�������ȡ���Ȳ��㣬������ƫ�룬���۵�ƫ�Ӧ�ϸ���ƺ��Ӳ�λ�����λ�óߴ磬�ϸ�����ӣ�����ʱ���IJ�����
�ӡ��������ƣ�Ϊ��ֹ���Ʋ�����Ӧѡ���ʺϵĺ��ӹ��ղ�����ʩ���������ô��������ҪͻȻϨ�𣬺����ͷӦ��10��15�L�������в������ᶯ���û�������
�ԡ��������ף��������涨���¶Ⱥ�ʱ����к決������������������ɾ������ӹ�����ѡ���ʵ��ĺ��ӵ��������ͺ����ٶȣ�ʹ�ܳ��е�������ȫ�ݳ���
�ա�������������ʩ��Ӧ��㽫��������ɾ���������Ӧ������ȷ�������ʵ���ע����������������
�֡�����ײ�ҽ�ͷ�������պ���ĸֲĽ�ˮ��������Ӧ��ȡ�����ʩ��
�ס��������ں�����ĸ�������������ֹ���У����֮��ʩ���������������ƶ������Ϳ��ߣ��Է���ɹ����ߴ�ƫ����β�λ�ĺ��������������������������ɽ����µ����ι���
�ء����º��Ӳ�����������Ӧ�Ⱥ��콵�º���С�
5��ˢ�ᡢ���
�š����������������
�١���������ѡ��ˮ������п���ᣬ���ἰ�������Ͻ�����Ӧ�������Ʒ�ϸ�֤���������鱨�浥����û�У���Ӧ������⡣ʩ��ǰӦ�������ͺš����ƺ���ɫ���м�飬�Ƿ�����ƹ涨�����ͬʱ����������ڣ��糬�������ڣ�����ȡ�����飬�����ϸ�����ʹ�ã������ֹʹ�á�
�ڡ���������˵�����������п�ۡ��̻�����ϡ�ͼ��ı�����
�ơ�����Ϳ��ʩ������Ҫ��
����Ϳ�ϵ�Ӧ��Ӧ���ϡ��ֽṹ����Ϳ��Ӧ�ü����淶��CECS24:90��Ҫ��ճ��ǿ��(MPa)��0.15�����ԣ�����L/100��Ϳ�㲻��㡢����;�����ԣ�����L/200��Ϳ�㲻��㡢����;��ˮ��(h)��24;�Ͷ���ѭ����(��)��15;Ϳ����Ϊ3(�L);�ͻ�ʱ�䲻����0.5Сʱ������Ϳ��Ϳװʩ���������ø�ѹ������Ϳ��ʩ������ѹ������Ϳʩ��Ҫ�����£�
�١���ѹ������Ϳ�������ø�ѹ�������彫Ϳ��Ͱ�Ϸ�����ѹ����ʹͿ��Ͱ���������ѹ��Ϳ��Ͱ�ڵ�Ϳ�ϴ�����Ȼ�����ø�ѹ������Ϳ�����������ٵ���Ϳ�ڸ����ݲ����뱳�档
�ڡ�ʹ�õ�Ϳ���뾭140Ŀ����ɸ�ӹ��ˣ��Է��������졣ѹ�������������ѹ�ã������ܼ����ѭ����ϴ���Դ����Ϳ�ϣ��ر�ǹ������ѹ���������涨��ѹ��ʱ���������й¶����װ���������磬һ���������ɿ�ʼ��Ϳ��
�ۡ���Ϳʩ��ճ�ȣ�Ϳ-4������120��Ϊ�ˡ�
�ܡ�����������ľ��룺ӦΪ320��380�L��
�ݡ�����������Ƕȣ�ӦΪ30��60�㡣
�ޡ������ķ��ȣ�
1���������������Ϊ300��400�L��
2��������ϴ�������Ϊ200��300�L��
3���������С������Ϊ150��250�L��
�ߡ���ǹ���ƶ��ٶȣ�ӦΪ0.6��1.0m/s��
�ࡢ�����ӣ�ÿ��Ϳ��Ĵ�ӱߣ�ӦΪͿ�������1/6��1/5��
�ᡢ��Ϳ��Ϻ��������ܼ���ϴ�豸�����죬ͬʱ�ų���ǹ�ڵ�ʣ��Ϳ�ϣ������ܼ�������ѭ����ϴ�����¸�ѹ���ܣ���ѹ���������������ܼ���
�ǡ�������IJ���ʩ��
�ֳ�����Ӧ�ԽӺϲ�����¶��λ�ͽ��̼��ȣ���װ����ʱ����IJ�λ����ź�©Ϳ�IJ�λ���������װʱ�IJ�λ����ʱ���ϵĵ��������Ӱ�ȸ����IJ�λ���в��
�١���ǰӦ���б��洦���������ۡ��������ҳ���������ˮ�塢�������ܼ���ϴ�ɾ������ֶ����������ɾ����Ჿλ��
�ڡ��������ֹ�ˢͿ��ʩ��������Ӧ�������Ҫ�������Ϳ�㲿��һ����
�ۡ����������ֹ�ˢͿ�Ļ���������
�ܡ�ʹ����ˢʱ��һ��Ӧ����ֱ�շ��������������в�����
�ݡ�Ϳˢʱ��Ӧպ�������ᣬˢë��������IJ���ӦΪë����1/3��1/2��
�ޡ��Ը��������Ϳ�ϣ�Ӧ��Ϳ��Ĩƽ����������������У�
�ߡ��Ը���Ͽ��Ϳ�ϣ�Ӧ�ӱ�Ϳ��һ�߰�һ����˳�����������ˢƽ�����Σ����˷���ˢͿ��
�ࡢˢͿ˳��һ��Ӧ�����϶��£������ң�������⣬��б��ֱ�����Ѻ���ԭ��ʹ��Ĥ���ȡ����ܡ��⻬��ƽ����
�ᡢˢͿ������ˢͿ��ֱƽ��ʱ�����һ��Ӧ�������½��С�ˢͿˮƽ����ʱ�����һ��Ӧ����������ķ�����У�
�⡢ˢͿ��Ϻ�Ҫ��ˢ�����Ʊ��ܣ������ڲ�ʹ�ã������ܼ���ϴ�ɾ����ɣ������ϱ�Ĥ���ã�����ڸ���ĵط����Ա����á�
�ȡ�Ϊ���㰲װ������ͼֽ�ֱ�Ը��ݽ��б�š�
6����Ʒ����
�����������������Ȳ�ӦС��5�L����������Ӧ��������3�L��
7������
�ɹ��̲����ų��ΰѳ����Ѽӹ���ɵĸ���ʩ���ֳ������ձ�Ž��в���
�š�������
�١���ǰ��ϵ���ź����䳵�����Է�������;���в���Ԥ����ԭ��������ֳ���װ��
�ڡ�����ʱÿ̨��������˾��1����װж��10����
�ۡ�����ǰӦ��㹹����ȷ������װ�˵��Ⱥ�˳�����������ͺź�����������ʱ��������װ˳����к˶ԡ�
�ܡ�����ʱ��Ӧ�����¹��ߺͲ��ϣ���˿����������������������̥�ȡ�
�ݡ�����װ����������Ӧ�ø�˿���������̶����ֹ������˿���Ӵ�����Dz�λ����ľ������
�ơ�װж�������ֳ��ѷ�
�����������ֳ����ȴ���ڶ��ϳ��أ��ѷ��ڰ�װλ�ø������Ա�����ε��ˡ��������Ӧ��ѭ����Ҫ��
�١�����Ҫ�ػ�ƽ�����ɾ����ι̡������ˮͨ�����á�����Ⱦ�Ҹ��ڵ���10��20�L����ֹ��ˮ��ʴ��
�ڡ���Ʒ�ѷſ��ơ����ࡢ�ֹ�ѷ����롢ƽֱ���µ淽ľ������ѷţ��ϡ��µ�ľ��ƽ��λ������Ӧһ�£���ֹ����������ѷų���ľ��Ӧ�ӳŽţ���ֹ�า����Ʒ�ѷŵ�Ӧ���÷�ù������Ⱦ������ʴ��ʩ��
�ǡ���������е�ע������
�١�װ�����ܸ߶Ȳ��ó���4.0�ס�
�ڡ���������Ӧ���ף�Ӧ����װ˳��ʽ��֯װ�ˣ�������Һ;������ٶ��ε��ˡ�
�ۡ�װж���������Ӧ������ţ�����������Ϸ���ײ�ͳ��������ʱҪ����·��������չ�����������ʻ�ٶȣ��г�����ƽ�ȡ�
�ܡ��ڶ��ù���ʱ��Ӧ���������֧�棬��ʹ��������������Ť���Լ����������Ե�������֣�����ӦԤ����װʱ�IJ����ռ䡣
8������
�Ը����Ľ����ﶨλ�㣬����ͼֽ��������У�������У�⡣���ڱ�����ʩ��������С�����Ҫ����ֳ�ʵ�ʽ��г��⣬ȷ���������������������������ʩ�⡣����ʩ���ֳ�����������ʹ��ˮƽ�Ǻ˶Ը߶ȣ�ȷ��������Ƥ�߶������һ�¡�
9����װ
�š�����ʩ���ֳ���С���ӹ�Ϊ��Ʒ�������������������«�˹���װ��
�ơ�����Ŀ�������װ�ó��ؼܣ�Ҫ���������С��1t���ڼ����Ͼ�����һ���㣬��2t��������Ԥ������ϡ�
�ǡ��ṹ��װ�����У����ڸ���̤���м亸��һ�������Ա������ֶ���«���е�װ����װ��λ��ʱϵ��֧�ż��������ӹ�������֤�ṹ���ȶ��ԡ����������������������г�������
�ȡ������ݵ�װ��λ;Ȼ����ǽ���������(L200��125��12�Ǹ�������������к��ӣ�������L200��125��12�Ǹֺ��ӣ�����߶�Ϊ8�L)���������ϰ�װ��
Copyright ��ƽ�ؿ���˿����Ʒ����˾ all Rights Reserved.
��ICP��12018503��-1����ַ���ӱ�ʡ��ƽ�غʹ���ϲࡡ����վ��ͼ
��������:13633180168 ���棺0318-7963108 ���䣺sales@hebeiganggeban.org

