 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
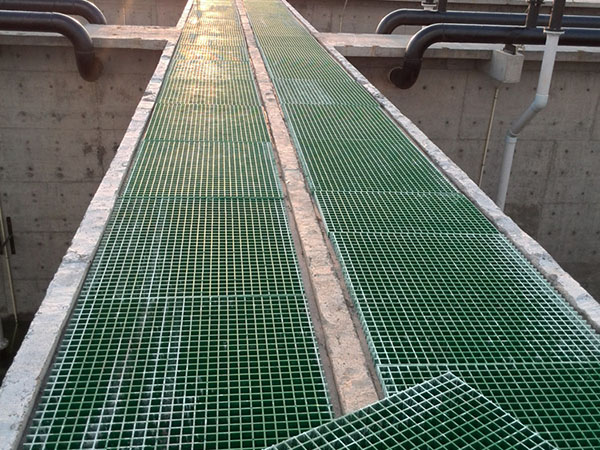 水处理厂用格栅板
水处理厂用格栅板
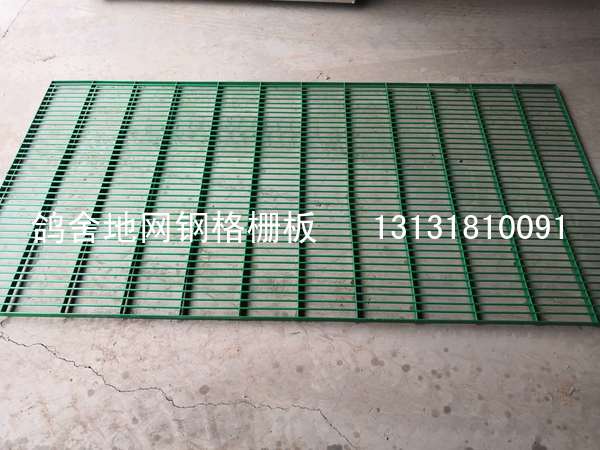 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
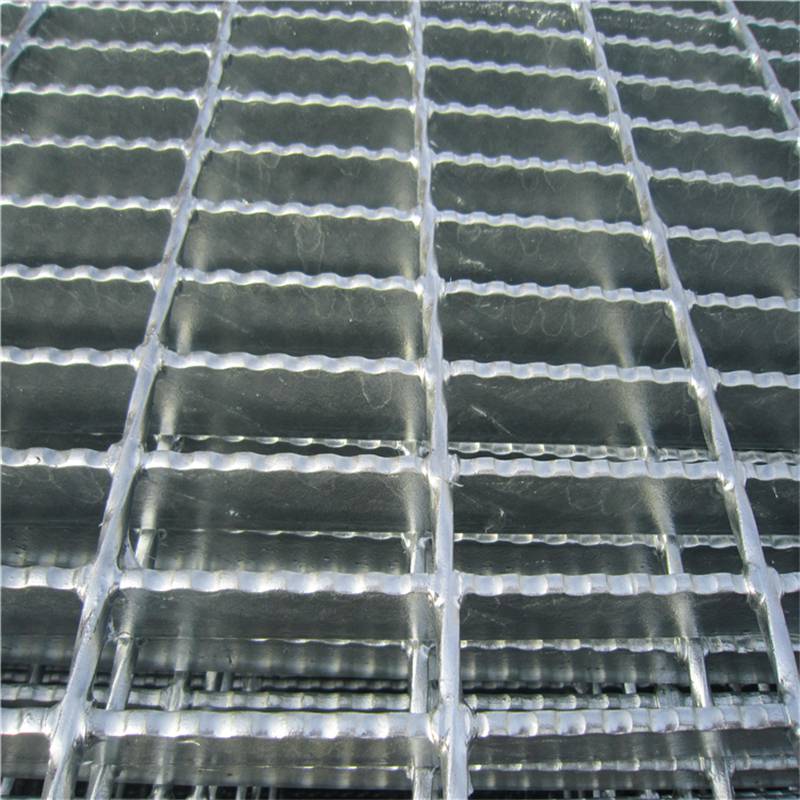
钢格板整张原板什么样的技术标准
说起钢格板原板我们印象中通常是整张的没有分割过得钢格板。通常这样的钢格板是供出口用的。钢格板原板一般为1m x 6m, 1m x 5.8m。表面热镀锌或不做处理,6m的钢格板适合装40英尺的集装箱,5.8m的适合装20英尺的集装箱。宽度和长度也可以根据客户的需求做调整。适用于工程现场切割使用和经销商销售。原板分为包边和不包边型,这个是根据客户的要求来做的,如果是用于切割使用的,建议不包边,这样会节约成本。原版包装一般是打包带打包成捆,然后在捆之间放置熏蒸木块便于装卸,也可以做底盘。国外的客户一般购买后放到仓库根据他的客户的要求再去分割。
钢格板原板的焊接涉及到整张板子,对钢格板表面平整度的等的要求也是比较严格的,一般我们在焊接以及焊接完成后要依据以下的技术标准。
1、钢格板焊接方式必须为压力焊;
2、焊缝要饱满,焊缝外观必须光滑,无虚焊现象,产品不能有焊接缺口,尽量避免焊缝处溜酸水现象,如比较严重,需重换产品。产品上不能有笔画字样(包括粉笔)。
3、钢格栅板长度公差(0,-5mm),宽度公差±5mm,对角线公差≤4mm. 其他符合国标YB/T4001.1-2007的要求,产品两端麻花钢中心到产品边缘为50mm(公差为±5mm);
A.扁钢间距为30mm,宽度为995mm或993mm(扁钢厚度5mm或3mm)
B.扁钢间距为40mm,宽度为1005mm或1003mm(扁钢厚度5mm或3mm)
C.扁钢间距为60mm,宽度为965mm或963mm(扁钢厚度5mm或3mm)
4、横杆与扁钢之间,不能有漏焊和虚焊,要加载120千克的力来测试麻花钢是否脱焊,个别开焊点≤3%;横杆头平齐,伸出外侧负载扁钢的头部尺寸小于1毫米,打磨横杆头不得伤及钢格栅板本体扁钢。承载扁钢须平直,间距均匀,切割平齐,不能有错位现象。
5、按照客户要求,在原板上焊接铭牌,焊接位置要统一(统一焊接在右上角或左上角,尽量使铭牌与麻花钢上表面平齐)。如麻花钢间距为100mm,则四角点焊;如麻花钢间距为50mm,则铭牌横跨在一根麻花钢之上,六点点焊。打托要整齐,捆绑结实,不能使用塑料布包装,以防止水分无法散去而使原板受潮长锈。要在每托底部垫上方管,电镀锌钢带打包,裸装。 产品上不贴任何标贴,不加注CHINA字样,不带其它中文字母. 打托不要钢丝绳索,若有,则装柜前应剪断去除。原板要打10道宽钢带(钢带宽≥2.5cm,严禁使用窄钢带). 绝对不允许有木质包装(包括稻草)。 每托盘的重量原则上不能超过1500KGS,最大不超过1700KGS 产品在车间存放时不能被淋雨;不可以在有雨的露天场地装货,避免雨水渗到车里,使产品触水生锈。
6、装箱时要整捆打包,转运的时候要避免碰撞,以免引起钢格板变形。
相关阅读:
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

