 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
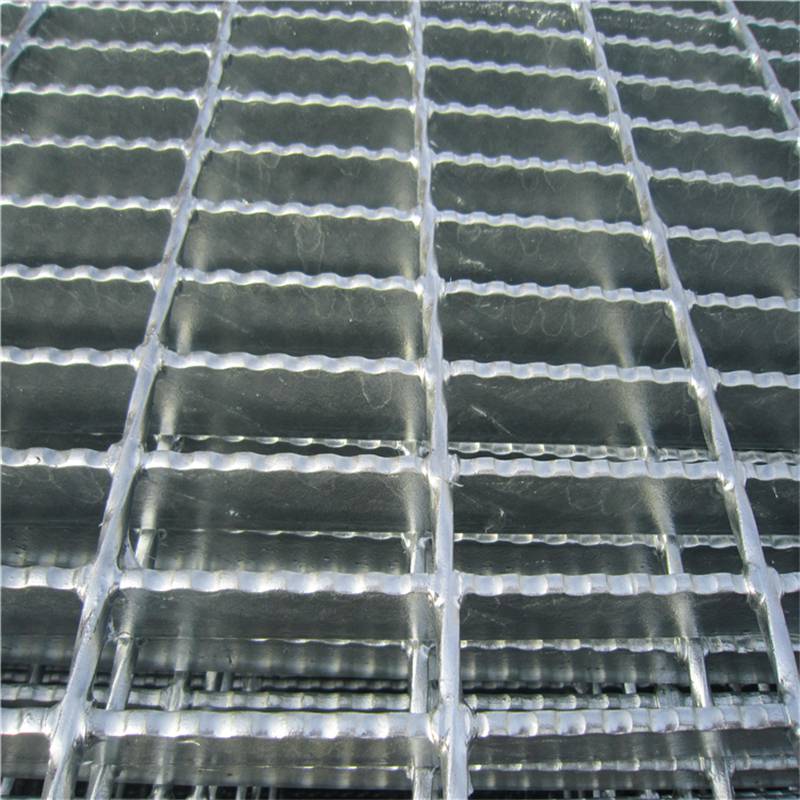
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
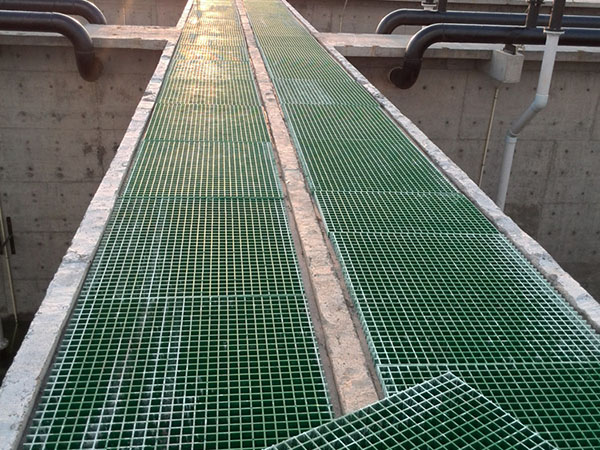 水处理厂用格栅板
水处理厂用格栅板
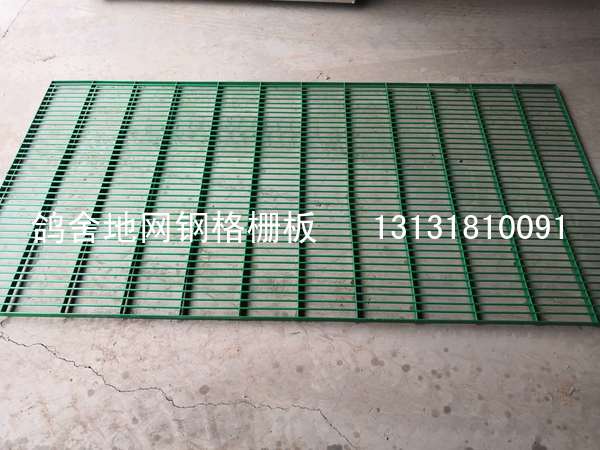 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
不锈钢格栅板焊接预防变形需要注意的问题
不锈钢格栅板用途广泛,经常用在有高腐蚀性的地方,比如酸碱等场合。不锈钢焊接工艺作为一种实用的技术手段,已经被我们广泛使用,不锈钢格栅板在焊接过程时刻伴随着焊接应力,这种焊接应力将会导致焊件产生变形,严重影响了焊件的质量。随着社会发展,这个问题使焊接工艺面临很大的挑战,为了能让它更好的服务我们的生活,我们必须对它有新的认知,深入了解它的产生的原因、影响以及应对措施,给予全方面的定位,做到与时俱进。焊接过程中由于时刻存在应力,在焊缝冷却后难免会产生一些焊接变形,如横向收缩、纵向收缩、角变形和纵向弯曲等,焊接变形不仅影响结构的美观,并且严重影响在使用中的装配性。焊接工艺发展的前景非常广阔,实用性也毋庸置疑。
不锈钢格栅板焊接过程中出现的变形种类:
1、弯曲变形
不锈钢格栅板弯曲变形主要是指结构上的焊缝布置不对称或焊件断面形状不对称时,焊缝收缩引起的变形。
2、角变形
角变形产生的根本原因如下,焊缝的截面总是上宽下窄,因而横向收缩量在焊缝的厚度方向上分布不均匀,上面大、下面小,结果就形成了焊件的平面偏转,两侧向上翘起一个角度,从而产生了角变形。角变形的大小以变形角α进行度量。
3、收缩变形,指横向和纵向收缩变形。
不锈钢格栅板尺寸比焊前缩短的现象称为收缩变形,此类变形又分为纵向收缩和横向收缩。焊件在焊后垂直于焊缝方向的收缩叫横向收缩。焊件在焊后沿焊缝长度方间的收缩称为纵向收缩。
4、波浪变形
焊后不锈钢格栅板产生形似波浪的变形称为波浪变形。此类变形通常发生于板厚小于6mm的薄板焊接过程中,又称之为失稳变形。薄板对接焊后,存在于板中的内应力,在焊缝附近是拉应力,离开焊缝较远的两侧区域为压应力,如压应力较大,平板失去稳定就产生波浪变形。此外,当焊件上的几条角焊缝靠得很近时,由每角焊缝所引起的角变形连贯在一起也会形成波浪变形。
以上几种不锈钢格栅板变形情况的产生的原因主要是焊缝角变形沿焊缝长度方向分布不均匀。一般发生在有数条平行的长焊缝的焊件上,如焊接工形梁。扭曲变形的产生往往与焊接方向或顺序不当有关。焊接变形是由焊接时不均匀加热引起的,热源只集中在焊接部位,且以一定速度向前移动,局部受热金属的膨胀能引起整个焊件发生平面内或平面外的各种形态的变形。确切地说是焊件焊后残存于结构中的残余变形, 它与焊件的形状尺寸、材料的热物理性能及加热条件等因素有关。对所有熔化式焊接,在焊缝及其热影响区都存在较大的残余应力,残余应力的存在会导致焊接构件的变形、开裂并降低其承载力。同时,在焊缝的焊趾部位还存在凹坑、余高、咬边造成的应力集中,而焊趾出的熔渣缺陷、微裂纹又形成了裂纹的提前萌生源。由于受残余拉应力、应力集中和裂纹萌生源的影响,焊接接头的疲劳寿命大大降低。残余应力都集中在焊缝附近,当焊接残余应力与承载的工作应力叠加,其数值超过材料的屈服极限时,工件就会再焊缝附近产生焊接变形,断裂等现象。
避免以上变形情况的应对措施:
1、采用合理的焊接顺序控制变形
焊接平面上的焊缝,要保证纵向焊缝和横向焊缝能够自由收缩。而且要先焊收缩量较大的焊缝。对长焊缝来说宜采用分段焊法。对于对接接头、T形接头和十字接头坡口焊接,在工件放置条件允许或易于翻身的情况下,宜采用双面坡口对称顺序焊接。对于有对称截面的构件,宜采用对称于构件中和轴的顺序焊接。对于非对称截面的构件宜采用先焊深坡口侧部分焊缝、后焊浅坡口侧、最后焊完深坡口侧焊缝的顺序。
2、刚性固定法
利用夹具、支撑、专用胎具、定位焊等方法来增大结构的刚性,减小焊接变形的方法称为刚性固定法。刚性固定法减小变形很有效,且焊接时不必过分考虑焊接顺序,然而,所有事物都具有两面性,它也有它的缺点。有些大件不易固定,并且焊后撤除固定后,焊件还有少许变形和较大的残余应力。像大件的不锈钢格栅板我们就要提前采用加剧把边固定好,然后按照顺序焊接的方法最大化的减弱不锈钢格栅板的变形情况。
3、锤击焊缝法
锤击焊缝法,即用圆头小锤对焊缝敲击,可减少焊接变形和应力。因此对焊缝适当锻延,使其伸长来补偿这个缩短,就能减小变形和应力。锤击时用力要均匀,直至将焊缝表面打出均匀致密的点为止。
4、焊后热处理
采用焊后热处理方法的确可以在一定程度上消除焊接残余应力,但对于有些大的焊接结构件而言,焊后热处理是难以实现的。
采用上述方法基本可以最大化的减弱不锈钢格栅板的变形状况,从而生产出合格美观的不锈钢格栅板产品。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

