 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
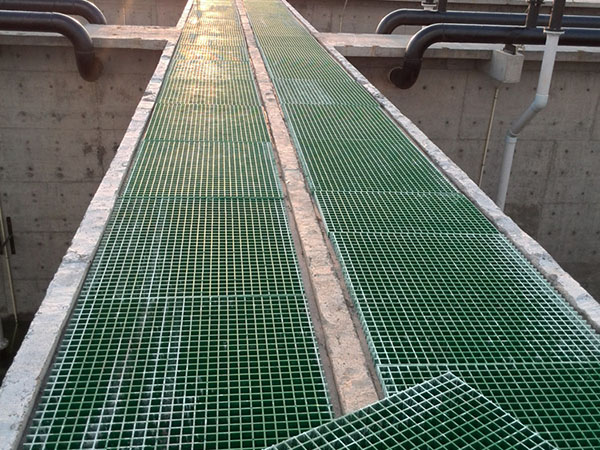 水处理厂用格栅板
水处理厂用格栅板
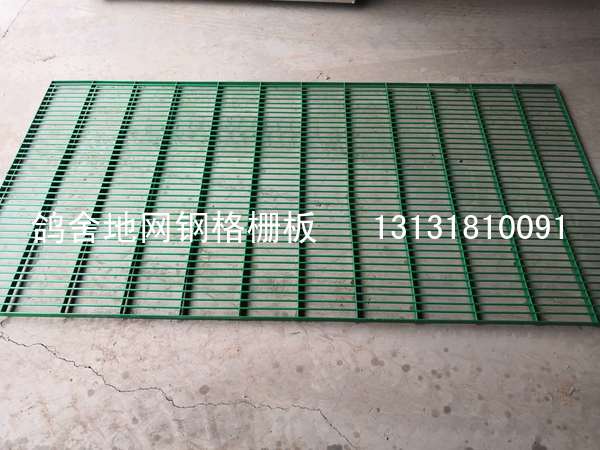 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
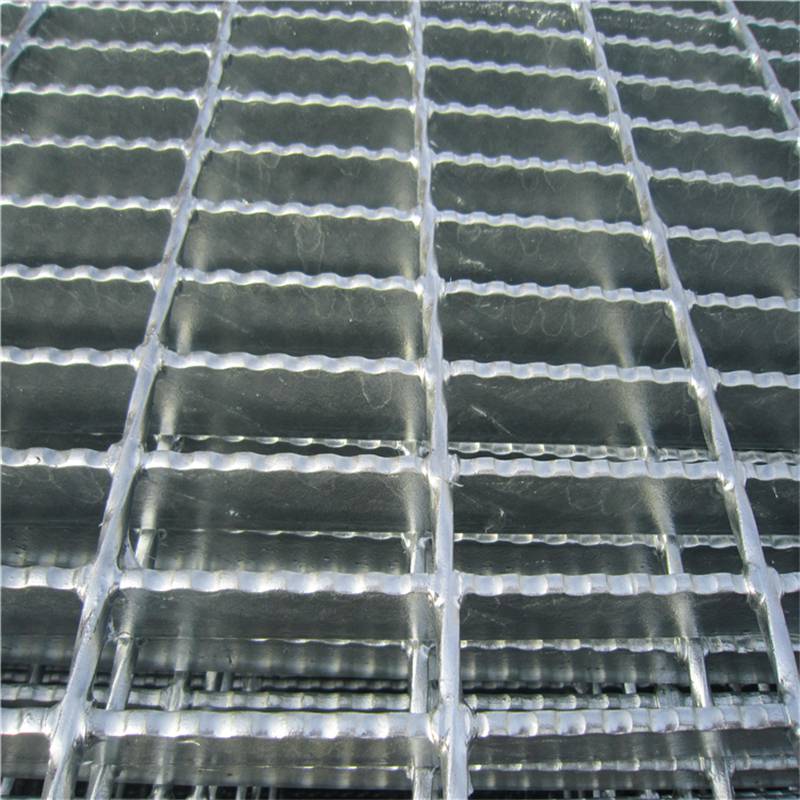
热镀锌钢格板现场二次加工注意事项
钢格板经工厂加工后表面是热镀锌状态,成银白色状态。到工地现场后会出现安装切割的问题。那在现场切割过程中需要注意的事项有哪些呢?
热镀锌钢格板是为防止钢格板表面遭受腐蚀,延长其使用寿命,在钢格板表面镀一层金属锌,镀锌钢格板表面会呈花朵状。按生产及加工方法可分为以下几类:①热浸镀锌板;②电镀锌钢板。锌的熔点为419℃,沸点为907℃,均远远低于铁的熔点1500℃。因此,焊接过程中,镀锌层先于母材熔化。经过上述分析镀锌板的力学性能和物理性能和普通碳钢板相同,唯一不同为镀锌钢格板表面有镀锌层。

热镀锌钢格板的焊接工艺
(1)手工电弧焊
为了降低焊接烟尘,防止焊接裂纹及气孔的产生,焊前应将坡口附近的锌层去除。去除方法可采用火焰烘烤或喷砂。 焊条的选择原则是焊缝金属的力学性能尽量与母材相近,而且焊条熔敷金属中含硅量应控制在0.2%以下。对于低碳钢镀锌钢钢格板,应优先选用J421/J422或J423焊条。焊接时,尽量采用短弧,不要使电弧摆,以防止镀锌层熔化区域的扩大,保证工件的抗腐蚀性并降低烟尘量。
(2)熔化极气体保护焊
采用CO2气体保护焊或者Ar+CO2、Ar+O2等混合气体保护焊进行焊接。保护气体对焊缝中Zn的含量有明显的影响,采用纯CO2或CO2+O2时,焊缝中Zn的含量较高,而采用Ar+CO2或Ar+O2时,焊缝中Zn的含量较低。电流对焊缝中Zn含量影响不大,随着焊接电流的增大,焊缝中的Zn含量稍有降低。 采用气体保护焊焊接镀锌钢格板时,焊接烟尘要比手工电弧焊大得多,因此应特别注意排风。影响烟尘量大小及成分的因素主要是电流和保护气体。电流越大,或保护气体中CO2或O2含量越大,焊接烟尘越大,而且烟尘中ZnO含量也增大,最大时ZnO的含量可达到70%左右。 在同样的焊接规范下,镀锌钢格板的熔深要比不镀锌的钢格板大。
通过上面的焊接方式对比,我们知道了钢格板在二次加工时焊接方式的区别。那在现场铺设加工的时候施工工序是什么样的呢?
热镀锌钢格板在结构平台的安装铺设过程中,经常遇到有管路或设备需要垂直穿过钢格板平台的情况。为了使管路设备能够顺利穿过平台,通常需要在设计过程中确定开孔的位置和尺寸,由钢格板生产企业进行定制生产。定制生产的过程首先需要钢格板设计部门与钢结构设计部门、设备提供商以及测绘部门之间进行大量的沟通和信息交流,由于涉及的相关因素众多,且设备的尺寸和位置存在一定的不确定性。安装施工的时候经常会出现定制的预留孔无法满足现场需要的情况。针对这种情况,为了保证钢格板的成品率,提高钢格板的设计和生产效率。目前的设计和生产过程中,一般讲位置难以确定的一些直径较小的孔不进行定制设计和加工,改为在钢格板的安装施工过程中针对当时的情况进行现场开孔、切割、焊接、打磨等二次加工工序。
针对洞口等场合铺设热镀锌钢格板时,还要注意一些特别需要注意的事项。
热镀锌钢格板铺设在筒易平台支撑框架上,形成了井口操作人员工作的支撑台面。为了方便拆装移运,台面钢格板分成多块;根据支撑框架上焊接的角钢位置确定每块钢格板的尺寸;由支撑框架上的角钢块对钢格板进行限位,防止钢格板发生相对移动。平台支撑框架四周焊接有挂钩,当使用软体集油槽时,可将软体集油槽上口吊环挂在简易平台四周。
热镀锌钢格板具有较好的防滑性能,适用于积存污油污水的修井作业现场。常用简易平台平面尺寸为2000mmxl800mm,最大钢格板尺寸为1000mm×700mm,质量为25kg左右,最小钢格板尺寸为800mm×600mm,质量为15kg左右。采用钢格板作为简易平台支撑台面,减少了使用者脚和腿的紧张感・防止作业工人意外滑落摔伤。作业完毕后,拆卸方便移运轻便。
以上就是热镀锌钢格板现场二次加工的注意事项,安装工人在进行操作时要时刻注意。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

