 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
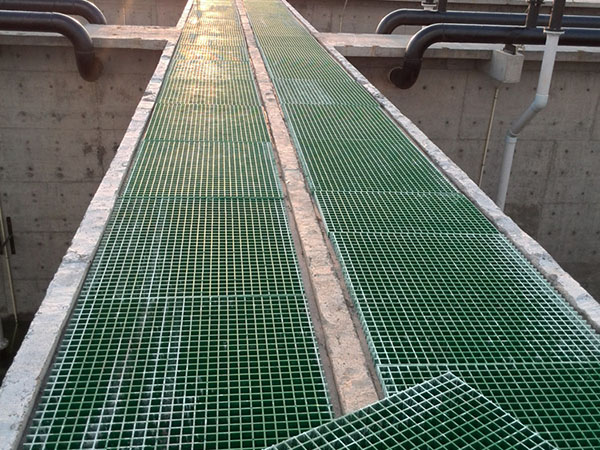 水处理厂用格栅板
水处理厂用格栅板
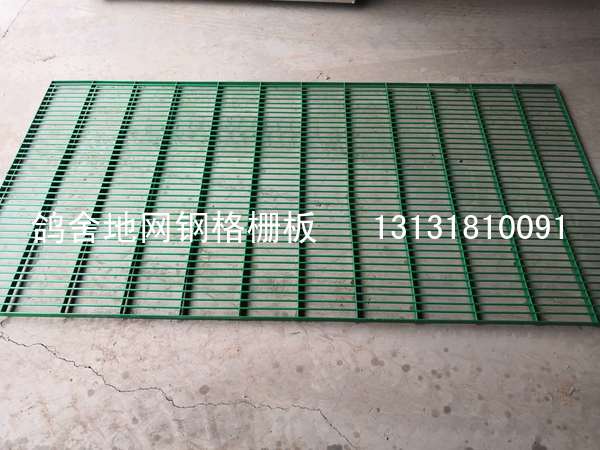 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
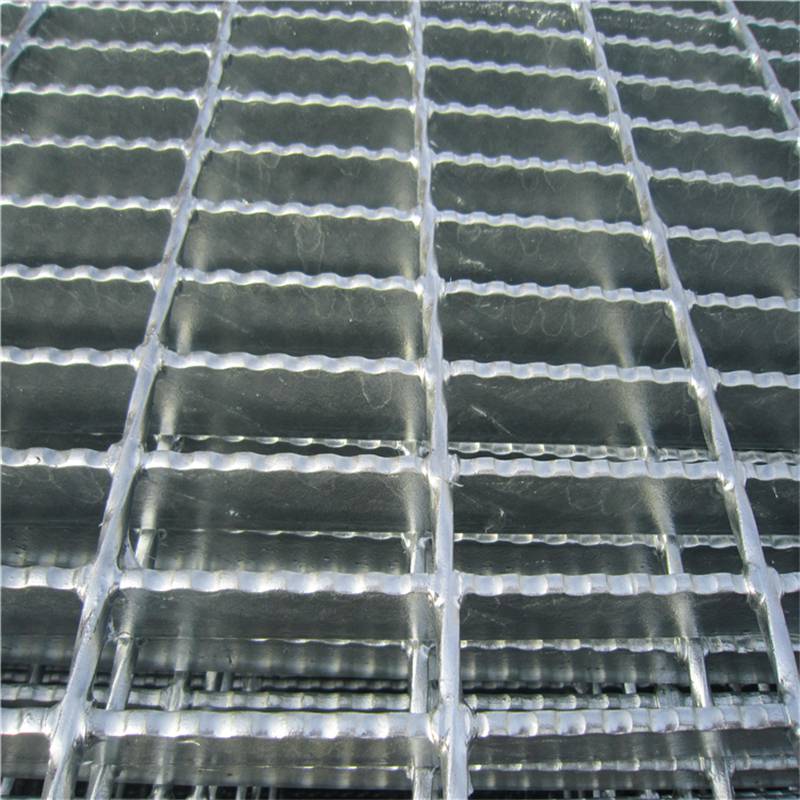
钢格栅板自动压焊机焊接原理及注意事项
通常的钢格栅板焊接是通过人工开孔后通过二保焊焊接而成,极易造成开焊不牢固的情况发生,而采用钢格栅板自动压焊机生产的则焊点牢固,外形美观,已经逐步取代原始的人工焊接了。钢格栅板电阻压焊是钢格栅板工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。电阻压焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,压焊成金属结合的一种方法。电阻压焊在焊接过程中,焊接接头的品质主要有焊接电流、通电时间、焊接压力、电极的端面形状四个因素决定。
电阻焊相对于其他焊接方法有以下几个优点:
第一,熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金工程简单。
第二,加热时间短,热量集中,热影响区小,变形与应力也小,通常在焊接后不必安排校正和热处理工序。
第三,不需要焊丝、焊条等填充金属或焊接材料,焊接成本低。
第四,操作简单,易于实现机械化和自动化。
钢格栅板电阻压焊在焊接过程中,钢格栅板母材局部快速加热和冷却,使金属达到原子间结合,期间会发生强烈的化学反应和物理反应,焊接过程影响因素易造成结果的不确定,所以必须进行有效的控制,避免隐性问题影响钢格栅板产品质量。那在钢格栅板自动压焊机焊接过程中我们需要注意的事项有哪些呢?
第一,根据扁钢不同材质、厚度合理确定焊接电流,为避免电流不稳定对焊接产生影响,最好安装电流监控系统,尽量采用恒电流工作方式进行焊接。
第二,严格保证扁钢的宽度一致,保证每次焊接之前待焊接表面是相互接触的。这是因为电阻压焊是带压力的焊接方法,如果装配不良,靠压力消除间隙将耗去一部分电极力,使焊接压力降低,造成焊接压力的波动,电极力的变化会影响表面电阻即影响热源的强度与分布,使熔核尺寸不一致。
第三,为保证压焊钢格栅板焊接质量,应严格对焊接件焊接部位进行检查,保证焊接部位清洁度符合焊接要求,同时检查焊接部位表面凸凹性,如影响焊接,可进行磨平处理或进行更换。焊接材料。材料的牌号不同,其物理性能会有所差别,比如不同的材料、其导电性、导热性也不同,导电性、导热性越好,在焊接区产生的热量就越小,散失的热量也越多,焊接区的加热就越困难。当焊件表面有油污、水分、氧化膜及其他脏物时,使表面接触电阻急剧增大,且在很大范围内波动,直接影响到焊接质量的稳定,所以必须进行表面清理。
第四,焊接电流、焊接时间和焊接压力等参数均对焊接过程有重要影响,进而影响到钢格板产品的最终质量,在实际生产中它们之间又相互影响,在工艺认证时,必须对各参数进行精确设定,将其固化后方可用于钢格栅板产品焊接。在钢格栅板产品焊接时,也应对焊接参数进行监控,各参数的波动值不允许超过一定的范围。焊接电流、电极压力和通电时间。焊接电流是影响焊接热量的主要因素,由热量公式Q=I2・R・t可知,热量与焊接电流的平方成正比,随着焊接电流的增大,熔核尺寸或焊透率会增加,正常情况下,焊接电流密度应有一个合理的上下限,低于下限时,热量过小,不能形成熔核,高于上限时,加热速度过快,会发生飞溅,使焊点质量下降。施加焊接预压力可以使焊接部位电阻值均匀,有利于防止局部过热。若焊接压力太小,可能导致局部过热,引起焊点熔融金属喷溅,产生气泡、裂痕;而压力过大,也会导致接触电阻减少,融合不良,压痕变大,影响焊点强度。通电时间也是影响点焊的一个重要因素,若通电时间过长,造成大量的热量损失,同时也会导致焊点材质变化;通电时间过短,会造成焊接不充分,焊点的强度差。
希望通过以上的详细介绍能给压焊钢格栅板的整个生产工艺的把控起到一点帮助。咨询钢格栅板价格、压焊钢格栅板厂家请联系客服。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

