 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
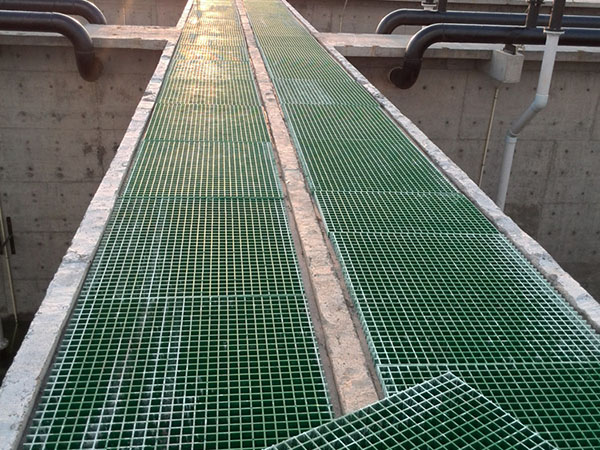 水处理厂用格栅板
水处理厂用格栅板
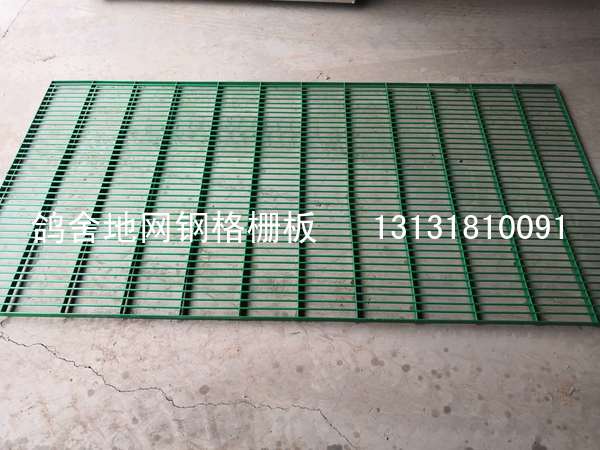 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
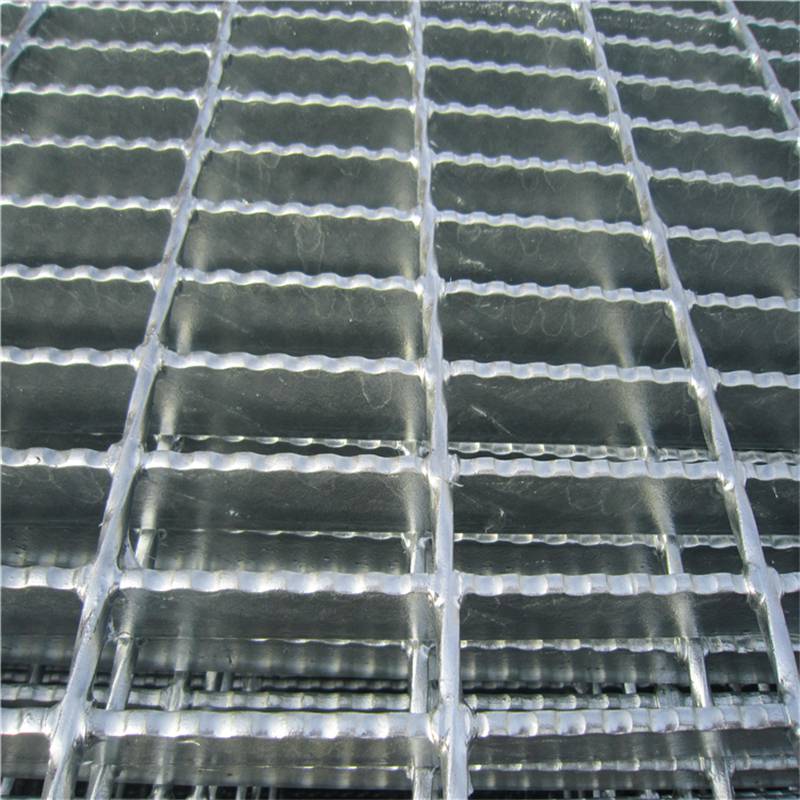
钢格板异形开孔及封边操作原则
钢格板是用扁钢按照一定的间距和横杆进行交叉排列,通过压焊机或者人工将其焊接成中间带有方形格子的一种钢铁制品,钢格板主要用来做水沟盖板,钢结构平台板,钢梯的踏步板等。通常,先将约6m长的数十根扁钢和约1m长的数十根横杆焊接成钢格板的原料板(行业内简称原板),再用切割设备根据工程需要将原板切割成一定面积的定尺钢格板,即半成品钢格板,接下来用同样规格的扁钢,封堵在被切断的扁钢端头,使之成为成品钢格板。 当前,制造业的封堵工艺均采用手工气保焊完成,焊接一根封边须完成数十条焊缝,每次手工焊只能焊接一条焊缝,故现行封堵工艺的劳动强度高、耗用工时多、耗用气体多、耗用电能多、而且焊接质量还不稳定。在钢格板行业内,对改革此工艺呼声颇高。
钢格板异形割孔封边需手动拿取,一定程度上会误伤人,存在安全隐患,钢格板的夹持范围有限,稳定性较差,影响开口质量,且异形开口的形状大多呈固定安装,无法随意更换,降低了工作效率,加大了开口成本,同时切割过程中,不具备散热功能,会缩短切割盘的寿命,为了提高工作效率,满足不同的客户需求,现介绍一种钢格板异形开口装置。 钢格板用异形开口装置,包括水平放置的收纳箱和U型板,收纳箱外壁一侧底端与U型板一侧底端通过螺栓固定连接,且U型板内壁顶端通过螺栓固定连接有水平放置的直线电动导轨,直线电动导轨滑动部件的底端通过螺栓固定连接有竖直放置的气缸,且气缸伸缩端通过螺栓固定连接有水平放置的保护壳,保护壳相对一侧内壁顶端均设有散热组件,保护壳内壁靠近散热组件一侧中部通过螺栓固定连接有水平放置的第二电机,且第二电机输出轴通过螺栓固定连接水平放置的切割盘,切割盘外壁套设有水平放置的异形齿模具,收纳箱顶端两侧均插设有竖直放置的立柱,且两个立柱顶端均铰接有水平放置的L型铰接板,两个L型铰接板底端均与收纳箱顶端接触,且两个L型铰接板相对一侧均通过螺栓固定连接有水平放置的电动伸缩杆,两个电动伸缩杆伸缩端均设有支撑组件,收纳箱相对一侧外壁顶端均设有用于调节L型铰接板角度的排料机构。对钢格板的不同位置进行不同深度的开口,提高了开口效率,结合设置的散热组件,对发热的切割盘进行冷气降温,延长切割盘的寿命。通过设置电动伸缩杆、竖板和限位板,实现不同尺寸钢格板的固定夹持,配合设置的弹簧,使得夹持更加稳定,避免钢格板移位。
钢格板用电阻焊完成封边焊接的工艺多次见诸报道,但报道中仅涉及电阻焊用于封边焊接的设想及实现该设想的相关设备。电阻焊设备又称压焊机,是将两个焊件间施加一定压力并通以焊接电流的设备,该设备利用两焊件贴合面上的接触电阻对其加热使之熔融,再通过压力,将两焊件焊成一体。曾有一中国实用新型专利《一种钢格板包边焊机》披露了一种用于钢格板封堵工艺的电阻焊设备。 上述专利仅仅是提出了将成熟的电阻焊技术移植到钢格板封堵工艺的设想,对于移植后必然会出现的诸多障碍未提出有效的解决方法,其实用性令人质疑。譬如将用于手工气保焊的扁钢不加改动直接用作电阻焊的封边,则会因通导焊接电流的贴合面过大出现严重的飞溅。即使电阻焊能完成钢格板的封边焊接,可焊接过程中产生的飞溅颗粒会积聚在封边表面上难以清除,这种焊接弊病不会被钢格板用户所宽容。再者,封边与定尺钢格板扁钢端头的全面贴合会使电阻焊设备的瞬时功率达到数千千瓦之多,如此大的瞬时功率将会对供电网络造成严重冲击,大多数供电部门必定制止此种焊机的用电。有一种解决方案提议采用条状钢板,条状钢板的焊接面上带有凸筋,作为带凸筋的封边和无凸筋的封边相比,减少了焊接贴合面的面积,贴合面积的减少使得接触电阻大了若干倍,有效降低了电阻焊的焊接电流和压合力,电阻焊进行时对供电网络的冲击降低至供电部门的允许范围内;封边上的凸筋加大了焊接贴合面的压强,避免了焊接面的虚贴合,故不会产生拉弧、打火,即不会产生焊接飞溅。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

