 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
 水处理厂用格栅板
水处理厂用格栅板
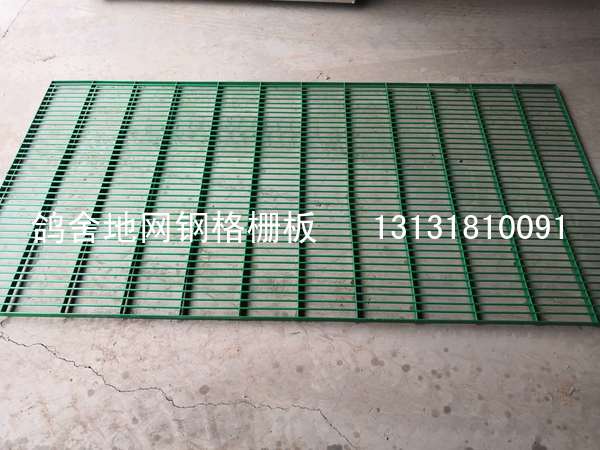 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
 镀锌钢格栅盖板
镀锌钢格栅盖板
 热浸锌金属格栅板
热浸锌金属格栅板
 排水沟格栅板
排水沟格栅板
 剧院钢格栅板
剧院钢格栅板
 仓储货架钢格板
仓储货架钢格板
 船厂钢格板
船厂钢格板
 检修马道钢格板
检修马道钢格板
 卸粮坑格栅板
卸粮坑格栅板
 管廊钢格栅板
管廊钢格栅板
 整流格栅板,整流钢格板
整流格栅板,整流钢格板
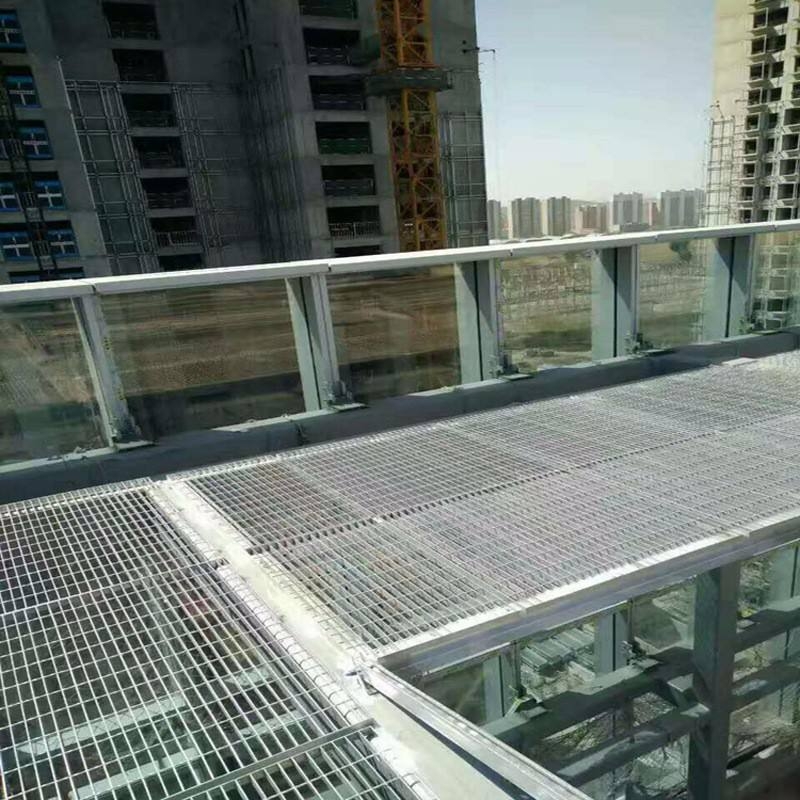
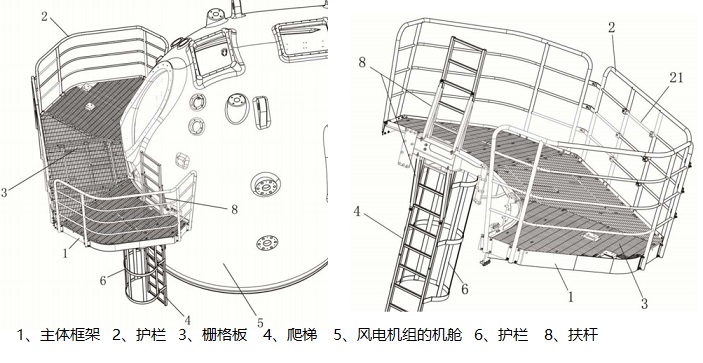 风电塔用钢格栅板
风电塔用钢格栅板
 平面格栅格网
平面格栅格网
 球接立柱栏杆
球接立柱栏杆
 钢格板压阻焊机
钢格板压阻焊机
【产品名称】压焊钢格板
一、压焊钢格板(压焊钢格栅板)简介:
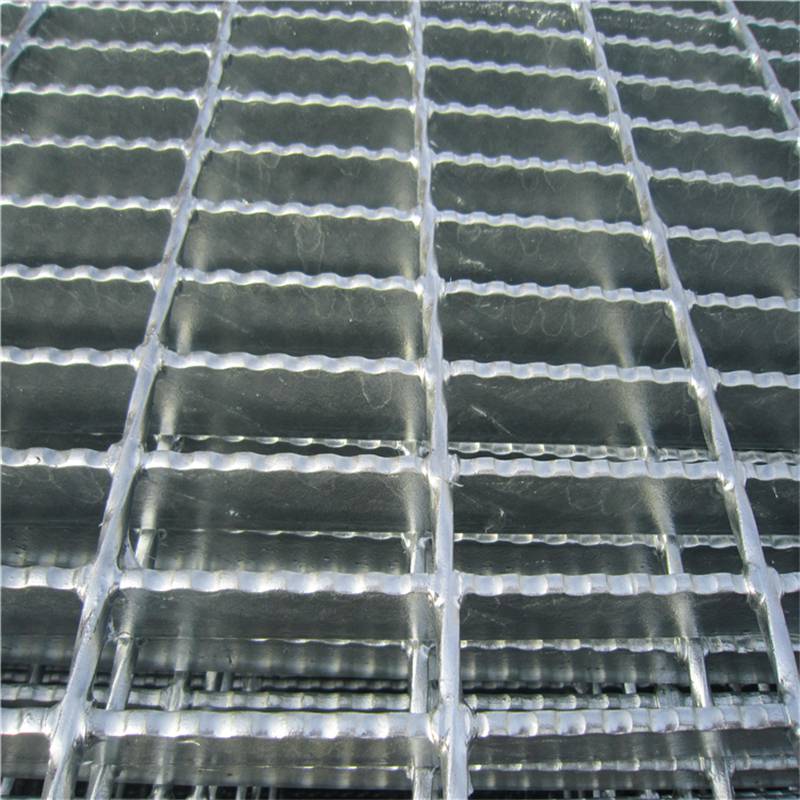
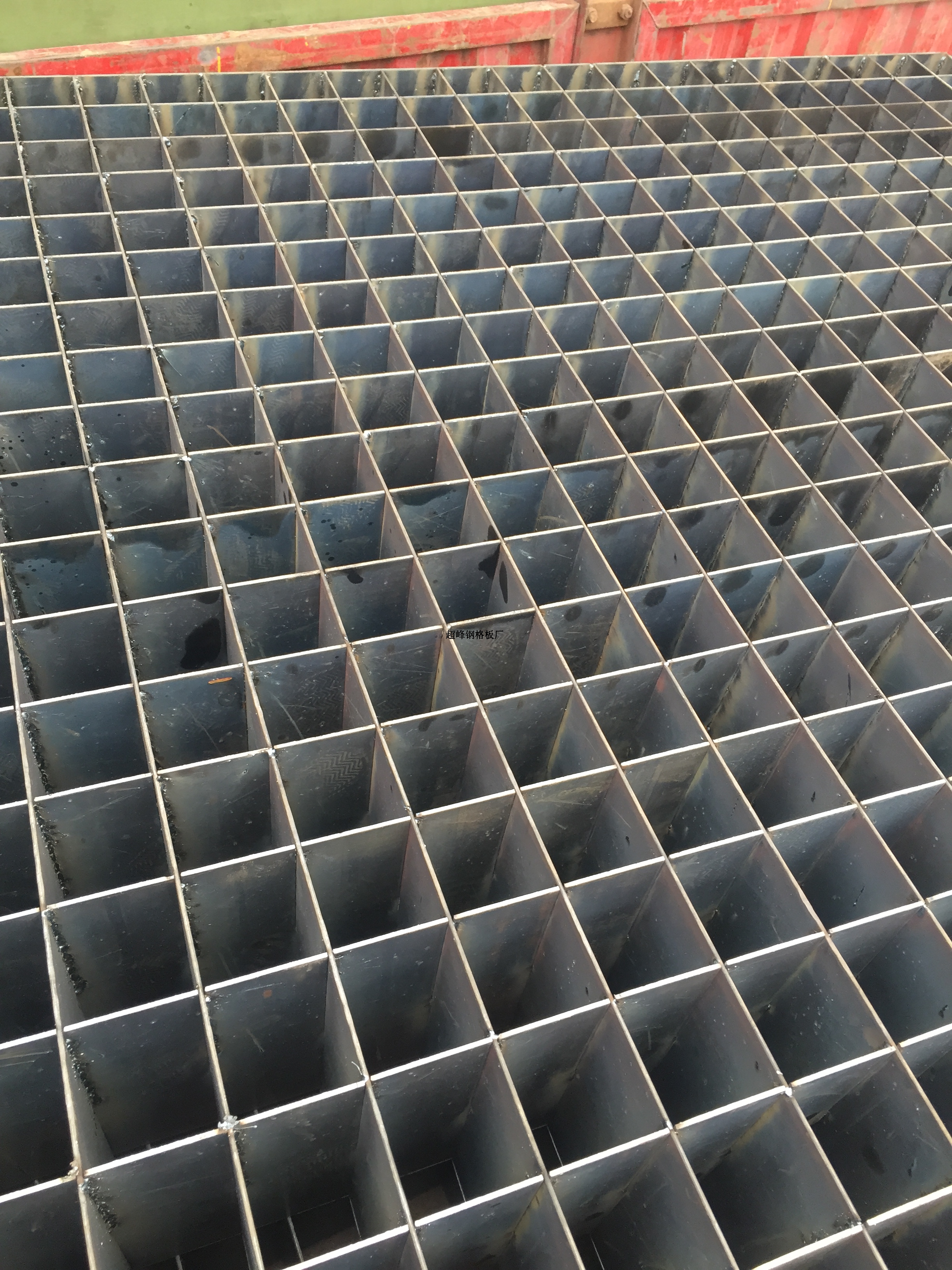
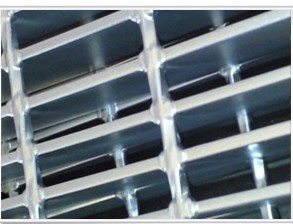
标准压焊钢格板是把扭绞方钢与若干根承载扁钢成直交地焊接成整体,焊接采用现代化全自动钢格板压阻焊机生产线,构成具良好承载能力的敞开式栅格型结构板。压焊钢格板是将纵条(负载扁钢或工字型扁钢)与其上表面成正交的横条(扭绞方钢或圆钢),用电阻压焊机压焊而成的一种钢格板。当钢格板的承载力较大,数量较多或在外观上要求较高时,宜选用压焊钢格板。压焊钢格板(钢格栅板)是相比普通的人工焊接钢格板来命名的,跟人工焊接的钢格板对比具有:网面平整、栅格结构规整、连接杆牢靠不脱节等特点。压焊钢格板(钢格栅板)表面热浸锌处理后就是我们常说的热镀锌钢格板。
钢格板压焊机在工厂的投入使用,大大提高了钢格板的制作效率。压焊机工作过程中,扁钢通过定位夹具引入到压焊机内,同时麻花钢通过麻花钢送料小车等间距地排放在引入的扁钢上。接着扁钢和麻花钢在压焊机的大电流作用下,瞬间压合。压合好的钢格板通过中间送料辊道送入切头机,切头机将左右两侧多余的麻花钢切掉,从而完成钢格板的制作。
二、压焊钢格板(压焊钢格栅板)特点:
标准压焊钢格板由于其良好的承载能力、优良的性价比、简便的安装特性,成为应用最为广泛的钢格板产品。压焊钢格板已经成为各种工业平台的标准首选平台用板,通常作为走道铺板、平台、盖板、踏步板等使用。 另外,相较于实心铺板,由于其敞开式栅格型结构,压焊钢格板最大化了光线、空气、液体、声音等的流通性,并极大的降低了风荷载。压焊钢格板和普通的人工手工焊接钢格板的最大区别就是表面美观、自身的焊接牢固性保证了钢格板的抗拉强度,是时下人们最常采用的钢格板产品。
| |
|
|
|
|
三、压焊钢格板(钢格栅板)规格:
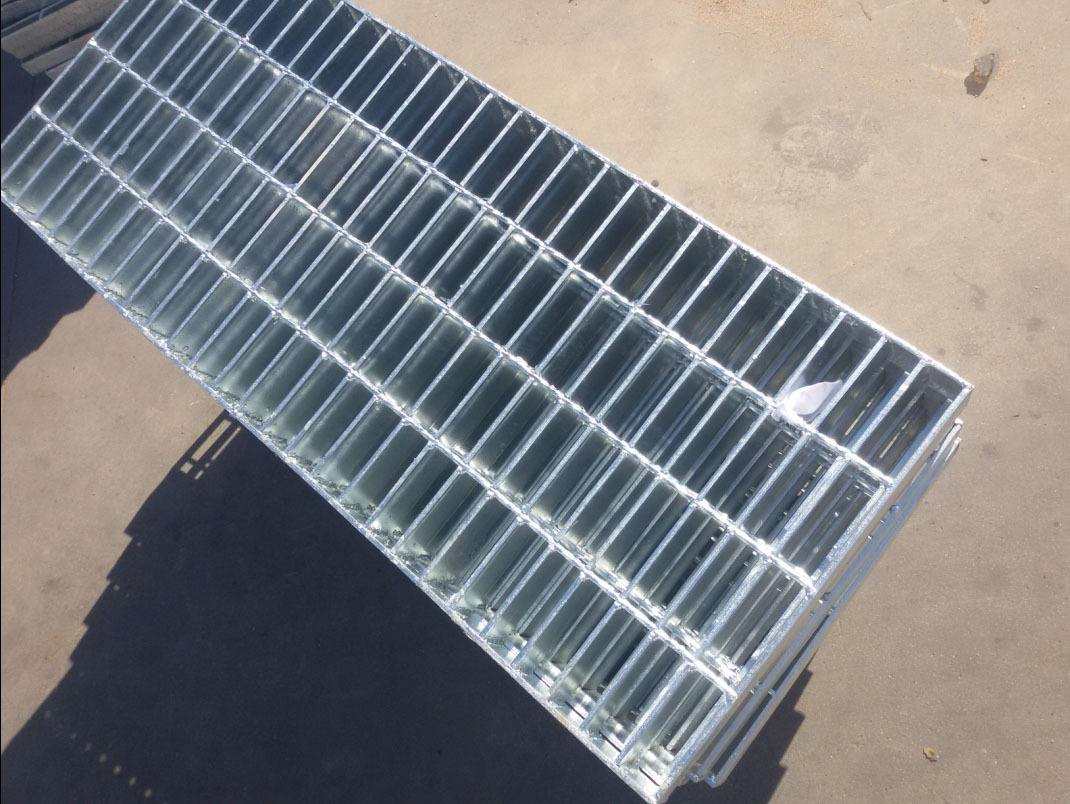
1、压焊钢格板扁钢:材质为Q235A或不锈钢,有普通平面型、防滑齿型和截面I型。 常用规格有20*5mm、25*5mm、25*3mm、32*5mm、32*5mm、40*5mm、40*3mm、50*5mm、65*5mm、75*6mm、100*8mm、100*10mm等;
2、压焊钢格板横杆:材质为Q235A或304不锈钢的圆钢、扭绞方钢、方钢或六角钢。扭绞方钢是由盘园经方模拉丝并扭绞而成,其常用规格有5*5mm、6*6mm、8*8mm等。
压焊钢格板应按生产制造厂的定型产品选用。所选钢格板的型号(包括纵条负载扁钢尺寸、间距、横条间距、表面防腐层等),应按平台上的设计荷载计算,满足承载力和挠度的要求。最佳支承跨度宜为1.0-1.2m,布置支承构件时应尽量减少板的规格,板可按单跨板计算选型,但宜按连续板排板,尽量避免安装单跨板。平台钢格板的排板图,一般由生产制造厂负责设计,并提供现场技术服务。钢格板平台的支承构件布置图,应示出钢格板负载扁钢的受力方向(同一层平台扁钢受力方向宜尽量一致)、大于200mm孔洞的位置、大小以及连续节点的索引或详图。
压焊钢格板的制作及允许偏差,应符合YB4001-91《压焊钢格板》的规定。为保证铺板的平整,平台支承构件安装时,其顶面设计标高应在同一平面上。板在运输过程中如有变形应进行调整。钢格板应有编号标记,并宜按顺序捆扎,在捆扎处应有软物垫隔,以防变形及损伤。钢格板宜按顺序安装,并应及时与支承构件焊牢或用鞍形夹固定,对焊接处损伤的涂层应及时进行修补,鞍形夹的螺栓应安装正确并及时紧固。现场孔洞的切割,必须在钢格板安装就位后、固定前,先将洞口的大小、位置放样后再行切割。
由以上构成不同系列、多种规格的钢格板,以满足不同荷载及其它要求。根据客户的要求,超峰钢格板厂也可制造任何特殊规格的压焊钢格板。

四、压焊钢格板(钢格栅板)分类:
1、压焊钢格板依据材质可分为;普通碳钢钢格板,不锈钢钢格板。
2、压焊钢格板依据表面处理可分为;镀锌钢格板、喷漆钢格板。
3、压焊钢格板依据使用范围可分为;平台钢格板、水沟盖板、复合钢格板 、电厂钢格板、化工厂钢格板、水泥厂钢格板、脱硫塔钢格板、插接钢格板、钢格板吊顶。
五、压焊钢格栅板应用:
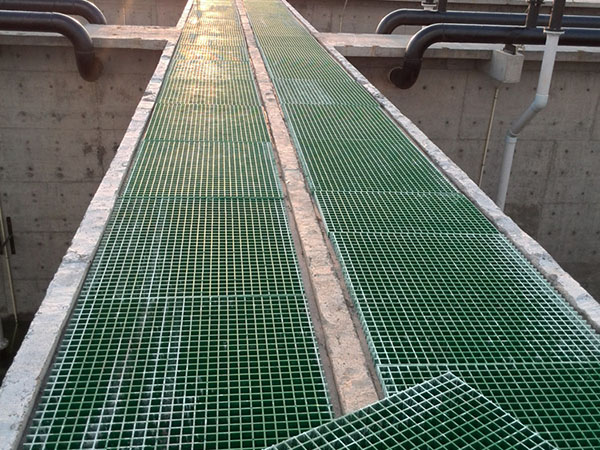
压焊钢格板广泛应用于石油化工、电厂、水厂、污水处理厂、市政工程、环卫工程等领域的平台、走道、栈桥沟盖、井盖、梯子、围栏、护栏等。压焊钢格板是现如今钢格板领域越来越重要的生产方式了,单纯的靠手工焊接的时代已经过去,要想增强在行业中的自身竞争力,必须要拥有压力焊生产线,转型成为压焊钢格板生产厂是现代企业必须要走的道路。
钢格板与支承构件的连接,应根据使用要求、支承构件的侧向稳定性以及经济上进行综合考虑。可采用焊接固定或鞍形夹固定,当钢格板不要求可拆卸时,宜采用焊接固定。焊接点在每块板两端支承构件上不得少于二处,每根中间支承构件上不得少于一处,焊缝长度不小于20mm。当采用鞍形夹固定时,固定点同焊接固定点的要求。钢格板的允许挠度不得大于L/150(L为板的跨距);钢格板的支承长度不得小于30mm,板在长度和宽度方向的构造尺寸为标志尺寸减去10mm。钢格板板端与柱外轮廓(包括防火层)之间,一般应留不小于15mm的空隙。平台上大于200mm的孔洞,周边应采用与钢格板负载扁钢相同厚度的钢板补强,钢板做成高出孔洞50-80mm的锡脚。平台上小于或等于200mm的孔洞可在现场安装时切割,周边可不用补强。对焊接处损伤的涂层应及时修补。钢格板根据环境腐蚀条件,可采用镀锌或涂料保护层。
在实际焊接的过程中,高度不一的扁钢会影响麻花钢的放置,从而影响最终的焊接精度。 钢格板压焊机的板条对齐机构,具有对在扁钢进入压焊机前,对扁钢的高度进行规整的优点。钢格板压焊机的板条对齐机构,包括机架和导料辊,导料辊沿着水平方向相对设有两个,导料辊转动连接在机架上,两个导料辊之间设有整料组件,整料组件包括压梁和顶梁,顶梁位于两侧导料辊连线的下方,压梁位于两侧导料辊连线的上方,压梁和顶梁之间固定连接有连接块,顶梁两端的下方设有顶撑气缸,顶撑气缸的伸缩杆向上并固定连接于顶梁,顶撑气缸的底部连接在机架上。
扁钢经过导料辊进入压焊机内进行压焊工作,扁钢在经过导料辊的过程中,顶撑气缸将顶梁顶起,顶起的过程中,对多根扁钢进行规整。顶梁将扁钢顶起一段高度后,顶撑气缸收缩伸缩杆,此时扁钢下落至导料辊上,压梁在继续下降的过程中,对扁钢进行压整,以此使得扁钢能够以更加整齐的状态进入压焊机内。通过顶梁和压梁的升降配合,能够对扁钢进行规整,具有在扁钢进入压焊机前,对扁钢的高度进行规整的优点。
|
|
|
| |
|
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org








