 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
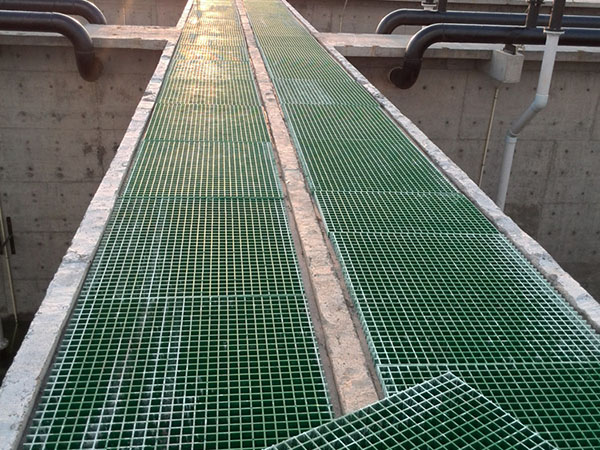 水处理厂用格栅板
水处理厂用格栅板
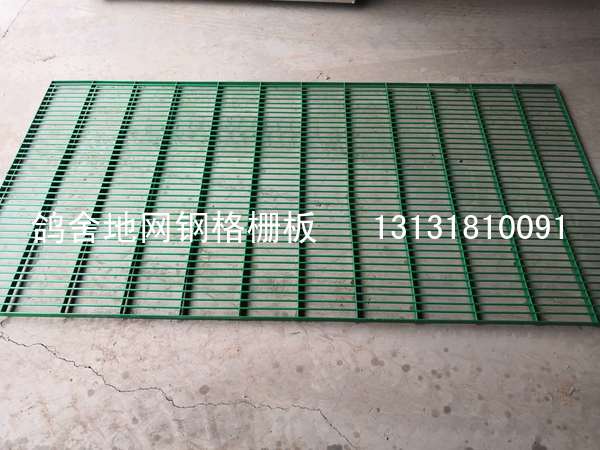 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
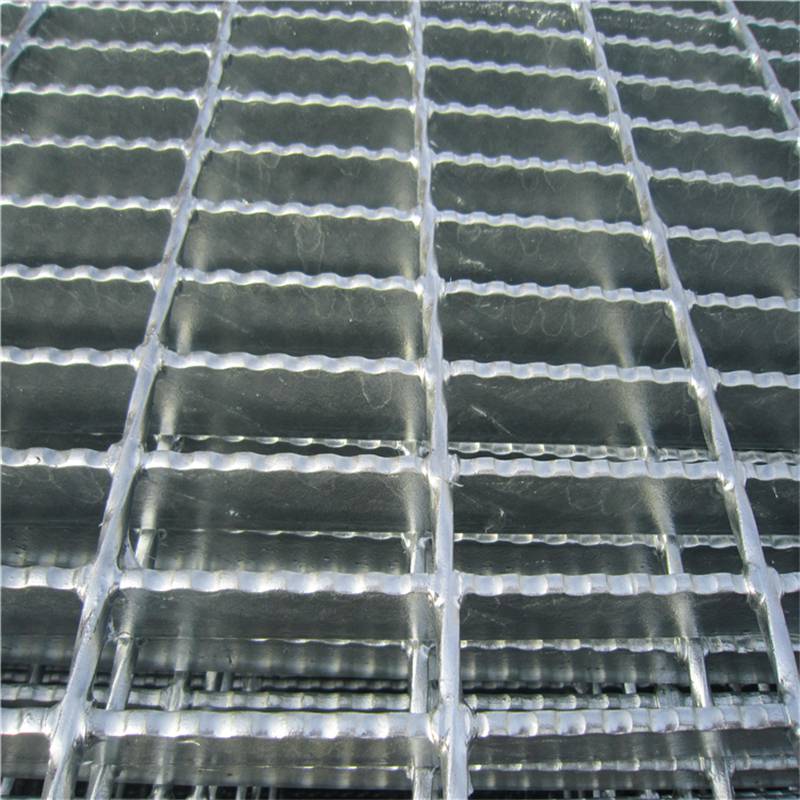
钢格板焊接包边的操作流程及注意事项
钢格板是一种钢铁制品,由扁钢及起到固定的连接杆组成。扁钢规格可根据具体使用场合选定。连接杆可以选用麻花钢或者扁钢以及圆钢,表面可以覆盖密孔网防鼠防虫。下来具体表明一下钢格板的包边焊接的操作流程以及注意的事项。
钢格板制作眼下就两种,一种是纯人工焊接,一种是机器压焊的方式。纯人工焊接包边在工人焊接操过过程中就已完成,机器压焊则不同,通常压焊出的是较长的原板,再根据具体的外形尺寸进行切割。机器压焊的包边可以选用机器臂焊接或者人工包边来实现。通过机器臂焊接的操作流程如下:
钢格板包边的焊接流水线包括:上料机构,包括料仓、过渡载台和搬运机器人,过渡载台具有限位组件,用以限位料仓内搬运过来的钢格板半成品。传输机构,包括传输架和夹具组件,传输架靠近过渡载台设置,用以传输由搬运机器人从过渡载台搬运过来的钢格板半成品,夹具组件设置在传输架中段的边沿处,两包边上料机构,分别设置在传输架两侧对应夹具组件的位置处,具有传输组件和转移机器人,用以将包边送至钢格板半成品的两侧边上。焊接机构,跨设在传输机构上方,具有沿传输架的长度方向来回移动的两个焊接机器人,两个焊接机器人同时完成将包边焊接到钢格板半成品的两侧边上。下料机构,具有料框及将传输架上的成品转移至料框内的移栽机器人。 通过上料机构的搬运机器人将钢格板半成品搬运至传输机构的传输架上,传输架带动钢格板半成品移动至焊接位置,由夹具组件限位,传输架两边的包边上料机构同时将包边送至钢格板半成品的两侧边,焊接机器人的三维激光视觉系统进行激光寻位,通过与离线编程的焊接执行程序进行比较形成需要的焊接运动轨迹,两个焊接机器人同时进行精准的焊接作业,最后由移栽机器人转移至料框中,整个焊接过程全自动,且成本低,焊接质量好。

机器压焊钢格板包边的焊接注意事项要注意以下的流程。
上料:通过吊装机构将钢格板半成品从料仓搬运到过渡载台的格栅上,接近开关将到位信号传输给生产系统控制柜,生产系统控制柜控制搬运机器人将钢格板半成品搬运至传输架上
传送:生产系统控制柜控制传输架对钢格板半成品进行输送直至到达夹具组件对应的位置处;
限位:当传输架上的接近开关检测到钢格板半成品后将到位信号传输给生产系统控制柜,生产系统控制柜控制传输架停止输送,同时夹具组件的四个升降气缸推出推杆,限位板阻挡钢格板半成品继续向前,压板辅助限位板限位钢格板半成品直至传输架完全停止,升降气缸回缩;
包边上料:吊装机构将储料仓中的料架竖直放置到传输平台上传输链的两侧,生产系统控制柜控制传输链开始转动,料架上的包边受重力作用自动掉到传输链上,由传输链带动传送至支撑气缸的支撑块上,翻转电机启动带动翻转轴转动,支撑气缸跟随转动,包边由竖直转至水平,转移机器人抓取包边放置到钢格板半成品的侧边上,推送气缸伸出推杆,压块压住包边;
焊接:生产系统控制柜控制支撑板沿滑轨移动,焊接机器人的三维激光视觉系统对需要焊接的部位获取其三维数据,焊接控制柜内的控制系统进行定位和纠正焊接轨迹的运算,再控制焊接机器人按运算后的焊接轨迹进行焊接,配合支撑板的移动,完成将包边焊接到钢格板半成品的侧边上,生产系统控制柜控制传输架对钢格板成品进行输送直至到达传输架的末端;
下料:生产系统控制柜控制移栽机器人将钢格板成品摆放到料框。
流程的严格把控是对产品质量的负责,任何一个环节出现问题就会出现钢格板焊接包边误工,焊接不牢,热镀锌过程开焊等情况。机器包边的好处成本低,焊接质量高,美观。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

